| |
Inhaltsverzeichnis
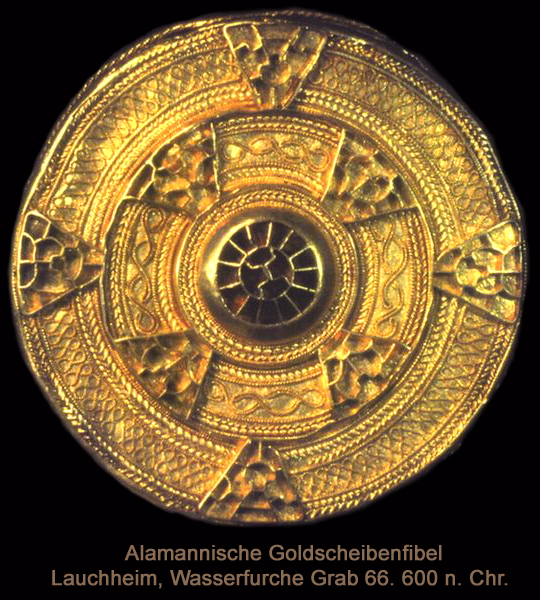
Eine Alamannische Goldscheibenfibel
Ein Beitrag zur Technikgeschichte frühmittelalterlicher
Goldschmiedetechnik des 6. Jahrhunderts.
Ein überregionaler Beitrag aus Lauchheim.
Ergebnisse experimenteller Archäologie: Zur Herstellungstechnik einer alamannischen Filigrangoldscheibenfibel
 nter den im ersten Jahr der Grabungen in Lauchheim geborgenen Gräbern befand sich auch ein ungestörtes, sehr reich ausgestattetes Frauengrab, nter den im ersten Jahr der Grabungen in Lauchheim geborgenen Gräbern befand sich auch ein ungestörtes, sehr reich ausgestattetes Frauengrab,
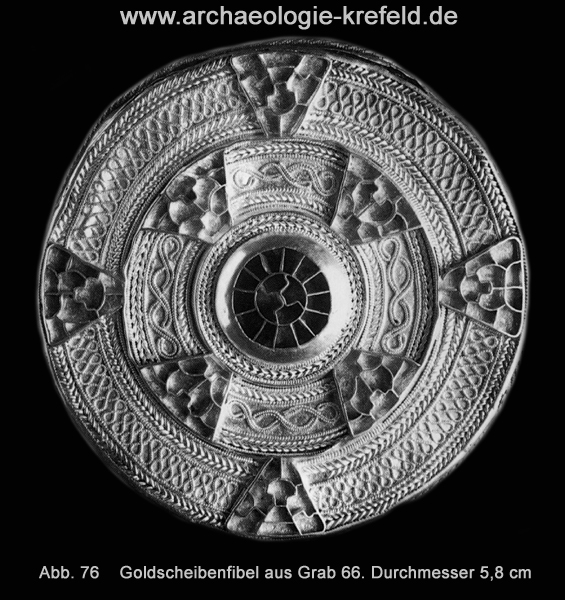
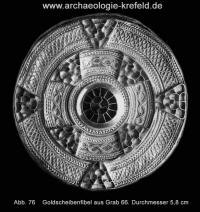 Grab 66. Zur Tracht der ca. 45 Jahre alt gewordenen Adeligen gehörte als auffälligstes Stück eine Filigrangoldscheibenfibel, die als Einzelstück im Bereich der rechten Schulter getragen wurde und das Kleid oder einen Mantel zusammenhielt. Es handelt sich dabei um eine der künstlerisch wie technisch anspruchsvollsten Goldschmiedearbeiten der Zeit um 600 n. Chr (Abb. 76, 77). Grab 66. Zur Tracht der ca. 45 Jahre alt gewordenen Adeligen gehörte als auffälligstes Stück eine Filigrangoldscheibenfibel, die als Einzelstück im Bereich der rechten Schulter getragen wurde und das Kleid oder einen Mantel zusammenhielt. Es handelt sich dabei um eine der künstlerisch wie technisch anspruchsvollsten Goldschmiedearbeiten der Zeit um 600 n. Chr (Abb. 76, 77).
Fibeln oder Gewandspangen waren in technischer Hinsicht die Vorgänger der Sicherheitsnadeln, die — anstelle der heutigen Knöpfe — die Kleidung zusammenhielten. Zugleich waren sie als schmückendes Element, vergleichbar unseren Broschen, wichtiger Bestandteil der Tracht. Mitunter beinhalten sie auch Bildsymbole als
Amulett. Als stark der wandelbaren „Mode“ unter- liegendes Trachtelement sind Fibeln
u. a. wichtig für die Datierung der Gräber. Trageweise, Formen, Belötungen und Herstellungsverfahren der Drähte und Stege waren deshalb häufig Gegenstand wissenschaftlicher Untersuchungen. Bis jetzt wurde jedoch noch nie eine komplette Goldscheibenfibel dieser Qualität in antiker Technik mit dem Originalmaterial exakt nachgearbeitet.
Bei der ersten Untersuchung der Fibel durch die Goldschmiede H. Mallwitz, Aalen, Goldschmiedemeister -Techniker Th.
 Morrison und Dr. I. Stork vom Landesdenkmal am Baden-Württemberg erschienen viele technische Details noch ungeklärt. Erst nach mehrwöchiger, intensiver Beschäftigung mit der Fibel konnte ihre Herstellungstechnik und die antiken Präzisionsverfahren geklärt werden. Dazu wurden zunächst im Landesdenkmalamt, Arbeitsstelle Schwäbisch Gmünd (Restaurator R.- D. Blumer) Röntgenbilder angefertigt, die Aufschluss über die korrodierte Rückseite und verborgene Hohlräume (unter Mitteldom und 1. Ring) gaben. Im Forschungsinstitut für Edelmetalle und Metallchemie
(Prof. Dr. Chr. Raub) wurde anschließend die Fibel photographisch dokumentiert und einer Röntgenfluoreszensanalyse unterzogen. Dabei werden die Oberflächen der Metalle bis zu einer Tiefe von 0,02 mm zerstörungsfrei untersucht, um Rückschlüsse auf Legierungen und Lötverfahren zu bekommen. Es zeigte sich, dass der Mitteldom D und seine Grundplatte aus einer Legierung aus 80% Gold und 20% Silber bestand, während für alles übrige eine Gold/Silberlegierung mit 85—90% Gold verwendet
wurde. Die auf der Grundplatte nachgewiesenen Kupferanteile entstanden durch die Lötung mit Reaktionslot. Morrison und Dr. I. Stork vom Landesdenkmal am Baden-Württemberg erschienen viele technische Details noch ungeklärt. Erst nach mehrwöchiger, intensiver Beschäftigung mit der Fibel konnte ihre Herstellungstechnik und die antiken Präzisionsverfahren geklärt werden. Dazu wurden zunächst im Landesdenkmalamt, Arbeitsstelle Schwäbisch Gmünd (Restaurator R.- D. Blumer) Röntgenbilder angefertigt, die Aufschluss über die korrodierte Rückseite und verborgene Hohlräume (unter Mitteldom und 1. Ring) gaben. Im Forschungsinstitut für Edelmetalle und Metallchemie
(Prof. Dr. Chr. Raub) wurde anschließend die Fibel photographisch dokumentiert und einer Röntgenfluoreszensanalyse unterzogen. Dabei werden die Oberflächen der Metalle bis zu einer Tiefe von 0,02 mm zerstörungsfrei untersucht, um Rückschlüsse auf Legierungen und Lötverfahren zu bekommen. Es zeigte sich, dass der Mitteldom D und seine Grundplatte aus einer Legierung aus 80% Gold und 20% Silber bestand, während für alles übrige eine Gold/Silberlegierung mit 85—90% Gold verwendet
wurde. Die auf der Grundplatte nachgewiesenen Kupferanteile entstanden durch die Lötung mit Reaktionslot.

Der Lötvorgang
 eim Lötvorgang wird der Träger (hier: die Grundplatte) mit einem Leim (natürliche Hochtemperaturkleber, wie z.B. Tragant, Quittensaft oder Hausenblase) bestrichen, der mit einem Kupfersalz angereichert ist (z.B. Malachit). Die Stege oder Drähte werden aufgesetzt und alles langsam im Holzkohleofen oder mit dem Mundblasrohr erhitzt. Bei ca. 300—400° C wandelt sich das Kupfersalz um zu schwarzem Kupferoxyd. Bei ca. 600° C verkohlt der Leim, bei ca. 850° C findet eine durch die Kohle bewirkte Reduktion des Kupferoxyds zu metallischem Kupfer statt. Bei ca. 890° C legiert sich Gold und Kupfer an der Oberfläche zu einer festen Verbindung. eim Lötvorgang wird der Träger (hier: die Grundplatte) mit einem Leim (natürliche Hochtemperaturkleber, wie z.B. Tragant, Quittensaft oder Hausenblase) bestrichen, der mit einem Kupfersalz angereichert ist (z.B. Malachit). Die Stege oder Drähte werden aufgesetzt und alles langsam im Holzkohleofen oder mit dem Mundblasrohr erhitzt. Bei ca. 300—400° C wandelt sich das Kupfersalz um zu schwarzem Kupferoxyd. Bei ca. 600° C verkohlt der Leim, bei ca. 850° C findet eine durch die Kohle bewirkte Reduktion des Kupferoxyds zu metallischem Kupfer statt. Bei ca. 890° C legiert sich Gold und Kupfer an der Oberfläche zu einer festen Verbindung.
Die für den größten Teil der Fibel verwendete 900/000 Goldlegierung (Au Ag 6,5 Cu 3,5) erlaubt es, bei den aufliegenden Teilen auf das Kupfersalz zu verzichten und direkt mit Leim (oder auch nur simplem Speichel!) zu löten oder schweißen. Nach dem Lötvorgang erscheint die Oberfläche durch das oxydierte Kupfer schwarz. Durch Beizen mit einer Mischung aus Weinstein, Essig- oder Zitronensäure
mit Kochsalz und Wasser werden die Oxydteile chemisch herausgelöst, so dass die Legierung ihr normales Aussehen wieder bekommt. Auch die am Mitteldom verwendete 800/000 Goldlegierung mit höherem Silberanteil wurde gezielt verwendet. Mit dieser bleibt der Dom - als letztes einzulötendes Teil - auch nach dem Lötvorgang perfekt poliert, da sie nicht oxydiert.
Die Herstellung der Drähte und Zellen
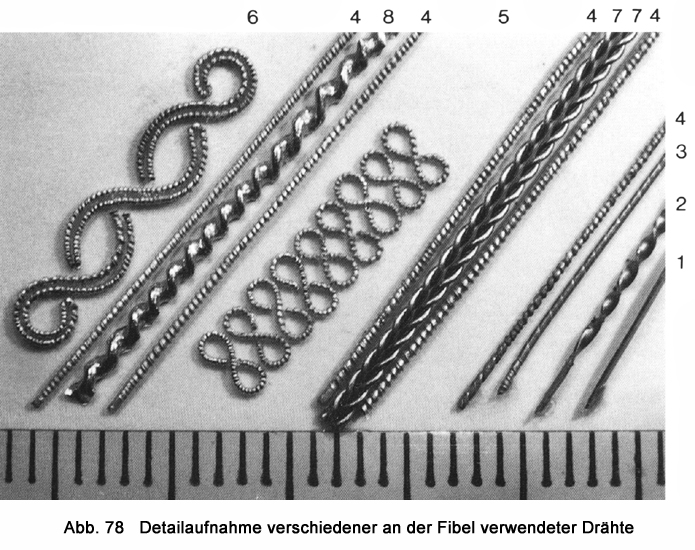
 em alamannischen Goldschmied standen noch keine Zieheisen zur Verfügung. Deshalb schnitt er Blechstreifen im Verhältnis Breite zu Stärke = 4:1 (Abb. 78,1), die zu em alamannischen Goldschmied standen noch keine Zieheisen zur Verfügung. Deshalb schnitt er Blechstreifen im Verhältnis Breite zu Stärke = 4:1 (Abb. 78,1), die zu
 Wendeldraht (Abb. 78,2) tordiert (= in sich gedreht) werden. Zwischen zwei Steinplatten gerollt entsteht der 0,25—0,4 mm starke Draht (Abb. 78,3) der das Ausgangsmaterial für die Kerb- (Abb. 78,4 und 78,6) und Kordeldrähte (Abb. 78,7) bildet. Wendeldraht (Abb. 78,2) tordiert (= in sich gedreht) werden. Zwischen zwei Steinplatten gerollt entsteht der 0,25—0,4 mm starke Draht (Abb. 78,3) der das Ausgangsmaterial für die Kerb- (Abb. 78,4 und 78,6) und Kordeldrähte (Abb. 78,7) bildet.
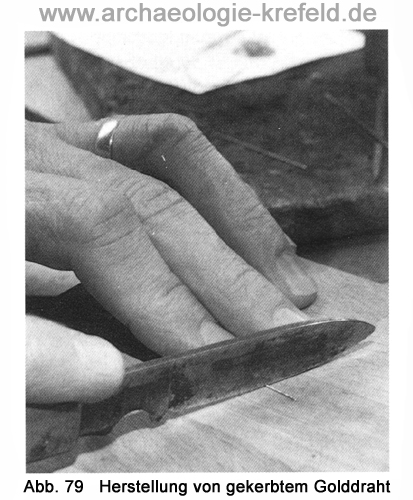
Zur Herstellung von Kerbdraht wird er auf ein feingemasertes Hartholz gelegt und unter einem schräg zur Drahtachse gelegten Messer oder Keil abgerollt (Abb. 79). Der dünnste an der Fibel verwendete Kerbdraht (Abb. 78,5) misst 0.35 mm, der dickste (Abb. 78,4) 0,5 mm. Für Kordeldraht werden zwei Drähte mit je
0,35 mm von Hand verdrillt (Abb. 78,7). Auf der Fibel sind im 1. und 2. Ring jeweils zwei gegenläufig gedrehte Kordeldrahtpaare verwandt. Der Ausgangsdraht muß dabei in gleicher Richtung tordiert sein, damit er beim Verdrillen nicht aufrollt oder reißt. Der
schönste Kordeldraht befindet sich am Rand der Fibel. Es handelt sich um dreifach gekordelten Kerbdraht, bei dem die Ausgangsdrähte eine Länge von 20 cm besitzen. Leider ist er am Original — bedingt durch die lange Tragezeit von mehreren Jahrzehnten — schon stark abgenutzt und nicht mehr so gut erhalten.
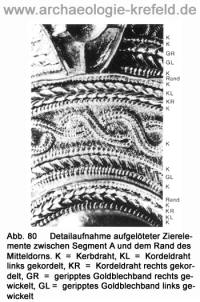
Die „gerippten Goldblechbänder“ (Abb. 78,8) können in vier
 verschiedenen Techniken hergestellt werden. Bei der rationellsten und hier wahrscheinlich angewandten Methode werden 0,1 mm starke und 0,8 mm breite Goldstreifen gewickelt (Tordierung bis der Draht „umschlägt“), flach gehämmert, zwischengeglüht und wieder „entwickelt. Die Goldblechbänder kommen auf der Fibel auf dem 2. Ring als einzelnes und auf dem 3. Ring in zwei Paaren vor, wobei die Bänder eines Paares wiederum gegenläufig
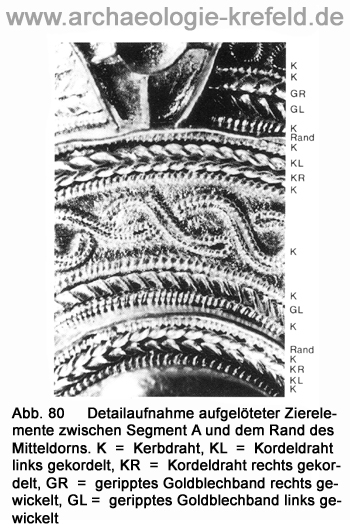
gewickelt sind (Abb. 80) verschiedenen Techniken hergestellt werden. Bei der rationellsten und hier wahrscheinlich angewandten Methode werden 0,1 mm starke und 0,8 mm breite Goldstreifen gewickelt (Tordierung bis der Draht „umschlägt“), flach gehämmert, zwischengeglüht und wieder „entwickelt. Die Goldblechbänder kommen auf der Fibel auf dem 2. Ring als einzelnes und auf dem 3. Ring in zwei Paaren vor, wobei die Bänder eines Paares wiederum gegenläufig
gewickelt sind (Abb. 80)
Die Zellen (Stege der Segmente A—D) werden aus einem 0,2 mm starken Blech geschnitten,
 gebogen und gelötet. Sie werden einzeln angefertigt, damit sie, auf einer Schieferplatte plan abgezogen, eine saubere Lötung auf der Grundplatte ermöglichen. Auf dem 3. Ring befinden sich zwei Segmentpaare A+B, auf dem 2. Ring vier gleiche Segmente C (vgl. Abb. 77). gebogen und gelötet. Sie werden einzeln angefertigt, damit sie, auf einer Schieferplatte plan abgezogen, eine saubere Lötung auf der Grundplatte ermöglichen. Auf dem 3. Ring befinden sich zwei Segmentpaare A+B, auf dem 2. Ring vier gleiche Segmente C (vgl. Abb. 77).
Sollte die Fibel eine Kreuzdarstellung beinhalten, so sind die Kreuzachsen sicher in A—A1 und B—B1 zu finden. A1, das einzige in sich nicht ganz symmetrische Segment befand sich an der getragenen Fibel unten.
Die dichte Belegung der Fibel mit Filigrandraht usw. bedeutete für den alamannischen Goldschmied einen immensen
Arbeitsaufwand für das Auflöten der einzelnen Elemente. So hat allein der nicht gekordelte Kerbdraht auf der Fibel eine Gesamtlänge von 172 cm, der glatte Kordeldraht 53 cm, der gekordelte Kerbdraht 59 cm. Zur Gesamtdrahtlänge von 284 cm kommt noch die Länge der gerippten Goldblechbänder (55 cm) und die Länge der Stege (Zellen) und Rahmen (ca. 70 cm). Die Länge der Gesamtbelötung beträgt damit über 4 m! auf einer Kreisfläche mit nur 5,8 cm Durchmesser.
Das Montieren der Fibel
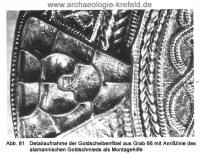
 uf der auf 0,25 mm Stärke geschmiedeten Grundplatte wurden die Achsen und Kreise aufgezeichnet. Am Original noch heute erkennbar, ist eine Anreißlinie durch die Mitte des Segments B1 in den 2. Ring (Abb. 81). Nachdem die Rahmen zwischen den einzelnen Ringen montiert sind, werden die Segmente A—C eingepasst. Der mittlere Ring wird herausgeschnitten (oder gemeißelt? Die Herstellung von Sägeblättchen in der dafür benötigten Feinheit war noch nicht möglich), etwas größer geschmiedet und um ca. 1,5 mm erhöht uf der auf 0,25 mm Stärke geschmiedeten Grundplatte wurden die Achsen und Kreise aufgezeichnet. Am Original noch heute erkennbar, ist eine Anreißlinie durch die Mitte des Segments B1 in den 2. Ring (Abb. 81). Nachdem die Rahmen zwischen den einzelnen Ringen montiert sind, werden die Segmente A—C eingepasst. Der mittlere Ring wird herausgeschnitten (oder gemeißelt? Die Herstellung von Sägeblättchen in der dafür benötigten Feinheit war noch nicht möglich), etwas größer geschmiedet und um ca. 1,5 mm erhöht
 wieder eingelötet. Die Drähte und Goldblechbänder werden nun Stück für Stück vom inneren Kordeldraht des 1. Ringes nach außen eingepasst. Nach dem Planschleifen der Zellen und Rahmen wird der Mitteldom mit
dem inneren Kerbdraht eingeklemmt und verlötet. Der 5 mm hohe äußere Rahmen ist oben mit einem Kerbdraht gekrönt und am Fuß mit dem dreifach gekordelten Kerbdraht verziert. Mit ihrer Anbringung schließen die Arbeiten an der Schauseite der Fibel ab. wieder eingelötet. Die Drähte und Goldblechbänder werden nun Stück für Stück vom inneren Kordeldraht des 1. Ringes nach außen eingepasst. Nach dem Planschleifen der Zellen und Rahmen wird der Mitteldom mit
dem inneren Kerbdraht eingeklemmt und verlötet. Der 5 mm hohe äußere Rahmen ist oben mit einem Kerbdraht gekrönt und am Fuß mit dem dreifach gekordelten Kerbdraht verziert. Mit ihrer Anbringung schließen die Arbeiten an der Schauseite der Fibel ab.
Die 0,8 mm starke Rückseitenplatte aus einer Silber/Kupferlegierung wird mit dem äußeren Rahmen gehalten. Auf ihr war die Befestigungsnadel aufgenietet.
Da die Fibel bei Drucklegung noch nicht vollständig angefertigt war, kann hier über die Fertigungszeit keine exakte Angabe gemacht werden. Die Hochrechnung ergibt einen Arbeitstag für Legieren und Schmieden des Ausgangsmaterials und ca. 100 Stunden für die Herstellung und Montage der Zierelemente.
Hinweise
Mallwitz H. : Ergebnisse experimenteller Archäologie: Zur Herstellungstechnik einer alamannischen Filigrangoldscheibenfibel. Fürst und Bauer Heide und Christ. Schriften des Alamannenmuseums Ellwangen, Band 1, 2001, S. 66-71 |
|